
Oferta

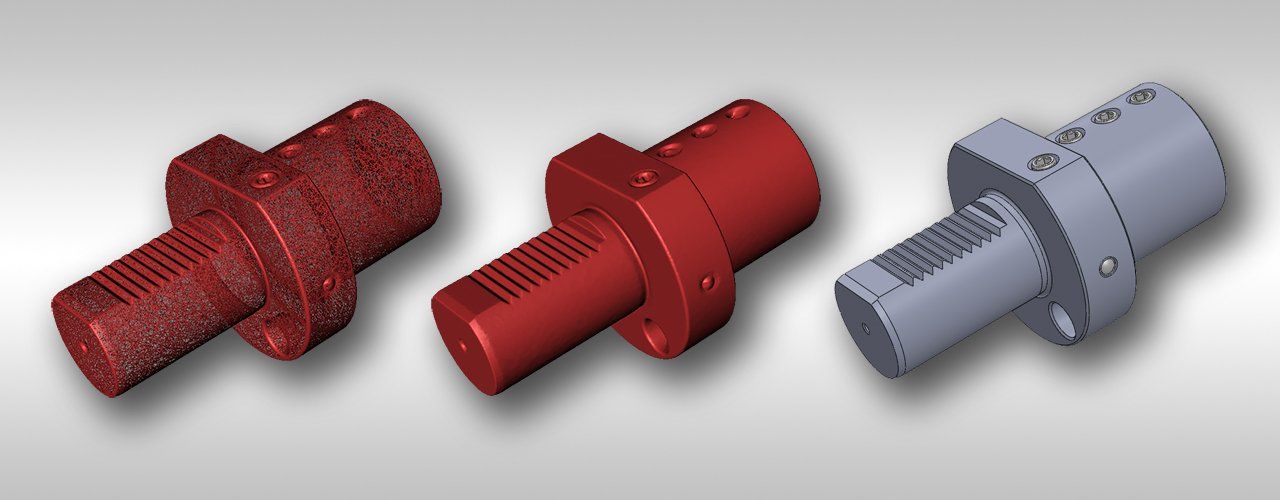
Skanowanie 3D
Za pomocą skanera 3D wykonujemy bezstykowy pomiar geometrii, a następnie przenosimy ją do postaci cyfrowej.

Inżynieria odwrotna
Przygotowujemy dokumentację konstrukcyjną w 2D lub 3D w oparciu o założenia, szkic lub skan powierzonego detalu.

Doradztwo
Doradzamy w zakresie doboru technologii wykonania i odpowiednich rozwiązań konstrukcyjnych.
O nas
PROFISCAN to doświadczona firma świadcząca usługi w branży inżynierii odwrotnej - skanowania 3D. Ponadto zajmujemy się kompleksowym doradztwem związanym z technologiami wykorzystywanymi w usługach 3D.
Jesteśmy młodym i energicznym zespołem specjalistów, chętnie podejmującym się nowych wyzwań. Przez lata obecności na rynku wypracowaliśmy sobie partnerstwa z wieloma firmami. Gwarantujemy dostarczenie kompleksowej usługi dopasowanej do potrzeb Klientów.
Dzięki połączeniu wiedzy teoretycznej z praktyczną do każdego zadania staramy się podchodzić w sposób profesjonalny, zapewniając naszym Klientom taki poziom obsługi, jakiego sami byśmy oczekiwali.
Jak złożyc zapytanie
Zapytania przyjmujemy zarówno emailowo jak i telefonicznie. W treści wiadomości prosimy o dokładne opisanie potrzeb w zakresie usługi skanowania 3D. Jeśli zapytanie dotyczy oszacowania kosztów usługi skanów 3D przedmiotu, wówczas warto:
Każde zapytanie jest przez nas szczegółowo analizowane i w możliwie krótkim czasie przesyłamy spersonalizowaną ofertę. Gwarantujemy szybką realizację, a także atrakcyjne ceny. Nie pobieramy opłat za przygotowanie propozycji. Sprawdź naszą działalność, a przekonasz się, że w przypadku usługi skanowania 3D, w Warszawie nie mamy konkurencji!
Koszt usługi skanowania 3D wykonywanej przez firmę PROFISCAN Warszawa jest kalkulowany indywidualnie i zależy od stopnia skomplikowania zlecenia. Do każdego zadania podchodzimy w sposób profesjonalny i zależy nam na jak najlepszym zrozumieniu potrzeb Klienta. Należy pamiętać, że im lepsze sprecyzowanie wymagań, tym trafniej będzie przygotowana oferta.
PROFISCAN - inżynieria odwrotna, skanowanie 3D, doradztwo
Blog



Kontakt
PROFISCAN
ul. Wacława Szadkowskiego 5/31
01-493 Warszawa
REGON: 141747646
NIP: 522 265 29 87
Telefon kontaktowy:
501 097 451
adres e-mail:
biuro@profiscan.pl